自動鎖螺絲機(也稱自動打螺絲機、螺絲鎖付機)最常見的故障就是卡料(螺絲被卡在料管、批嘴或軌道中),這會直接導致停機,影響生產效率。卡料的原因多種多樣,但解決思路是系統性的。
下面我將詳細拆解常見卡料故障的原因、即時解決方法以及根本的預防措施。
一、故障原因分析與即時解決步驟,當卡料發生時,請遵循以下流程:
1.立即停機斷電:首先確保設備停止運行,并切斷氣源和電源,安全第一。
2.定位卡料點:螺絲通常卡在以下三個位置:A. 供料器(振盤)出口/分料器;B. 送料軟管(軌道);C. 鎖付電批/風批的批嘴(吸嘴或卡嘴)

3.針對不同卡料點的解決方法:
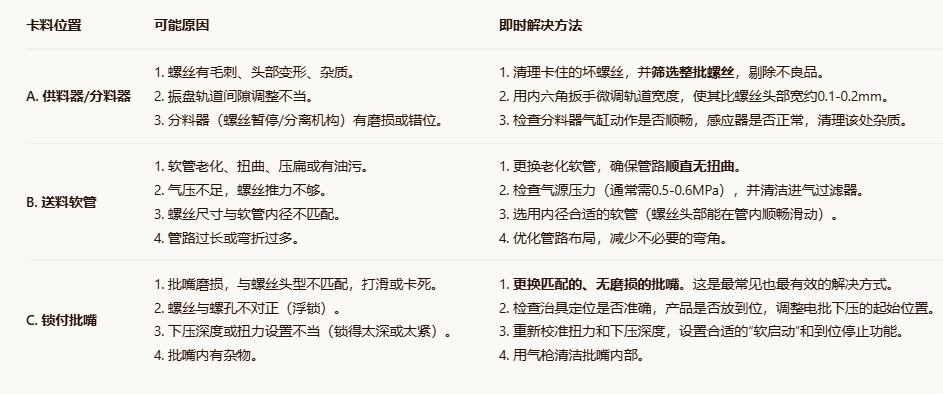
二、系統性預防與日常維護(根治卡料的關鍵)要從根本上減少卡料,必須建立預防性維護制度:螺絲品質是重中之重(占卡料問題的50%以上)
使用高品質螺絲:盡量選擇表面光滑、無毛刺、尺寸一致性的螺絲。嚴格篩選:上料前,可用磁力篩盤或振動篩去除雜質、混料、變形螺絲。保持清潔:螺絲不要直接暴露在空氣中,防止灰塵、油污附著。
設備日常點檢與保養:每日:上班前清潔振盤軌道和批嘴;檢查氣壓是否穩定;空跑測試幾顆螺絲。每周:用氣槍徹底清潔送料管內部;檢查所有氣管接口是否漏氣;檢查批嘴磨損情況。每月:檢查振盤彈簧和軌道是否松動;檢查分料器等運動部件是否磨損,并適量添加潤滑脂。

參數優化與匹配,氣壓匹配:送料氣壓應根據螺絲長度、重量和管路長度調整,以剛好穩定送料為準,并非越大越好。軌道匹配:軌道寬度和高度必須根據螺絲型號精確調整。批嘴匹配:批嘴必須是磁性批嘴,且其尺寸、頭型(十字、一字、內六角等)必須與螺絲完美匹配,稍有磨損應立即更換。
環境與操作規范,設備應放置在穩固、水平的平臺上,避免振動導致螺絲在軌道中錯位。操作員培訓到位,確保產品在治具中放置到位、定位準確。
故障排查流程圖(快速指南)

解決自動鎖螺絲機卡料,七分在預防,三分在維修。核心在于使用良品螺絲、保持設備清潔、定期更換易損件(特別是批嘴)。建立一個簡單的日常點檢表,能解決80%以上的潛在卡料問題,讓設備穩定高效運行。
分享:



 客服1
客服1  客服2
客服2